Classificazione del foglio di rame ED:
1. In base alle prestazioni, il foglio di rame ED può essere suddiviso in quattro tipi: STD, HD, HTE e ANN
2. Secondo i punti di superficie,lamina di rame EDpuò essere suddiviso in quattro tipi: nessun trattamento superficiale e nessuna prevenzione della ruggine, trattamento superficiale anticorrosione, trattamento anticorrosione su un lato e doppio trattamento con prevenzione della corrosione.
In termini di spessore, lo spessore nominale inferiore a 12 μm è quello di un sottile foglio di rame elettrolitico. Per evitare errori nella misurazione dello spessore, il peso per unità di area è espresso come per il foglio di rame elettrolitico universale da 18 e 35 μm, il cui peso unitario corrisponde a 153 e 305 g/m². Gli standard di qualità del foglio di rame elettrolitico ED includono purezza del foglio di rame elettrolitico, resistività, resistenza, allungamento, saldabilità, porosità, rugosità superficiale, ecc.
3.lamina di rame EDpuò essere suddiviso nel processo produttivo di preparazione della soluzione elettrolitica, elettrolisi e post-elaborazione secondo la tecnologia di produzione del foglio di rame elettrolitico.
Preparazione dell'elettrolita:
Innanzitutto, dopo aver sgrassato il serbatoio, si aggiunge il rame disciolto con una purezza superiore al 99,8%; quindi, mescolando con acido solforico, si ottiene il solfato di rame disciolto. Una volta raggiunta la concentrazione richiesta, il solfato di rame viene immesso nel serbatoio. La soluzione viene fatta circolare attraverso la tubazione, il serbatoio della pompa e la cella Unicom. Una volta che la circolazione della soluzione è stabile, può alimentare la cella di elettrolisi. L'elettrolita richiede l'aggiunta di una quantità adeguata di tensioattivo per garantire i valori di rame particellare, l'orientamento dei cristalli, la rugosità, la porosità e altri indicatori.
Il processo degli elettrodi e dell'elettrolisi
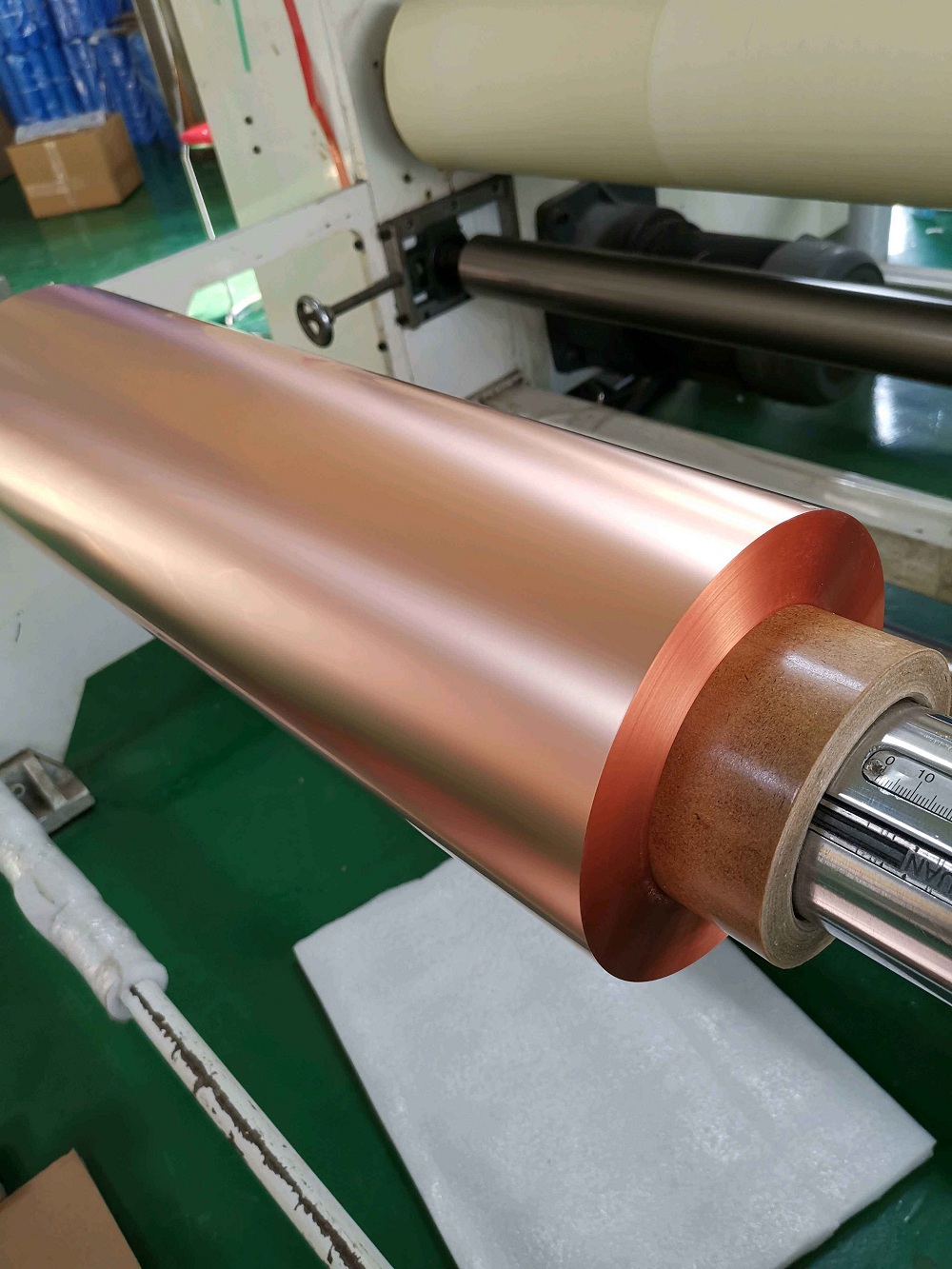
Il catodo per elettrolisi è un tamburo rotante, chiamato rullo catodico. Può anche utilizzare una striscia metallica mobile senza testa come catodo. Inizia a depositarsi sul catodo di rame dopo l'accensione. Pertanto, la larghezza della ruota e della cinghia determina la larghezza della lamina di rame elettrolitico; e la velocità di rotazione o di movimento determina lo spessore della lamina di rame elettrolitico. Il rame depositato sul catodo viene continuamente rimosso, pulito, essiccato, tagliato, avvolto e testato dopo il trattamento, inviato ai candidati idonei. Un anodo per elettrolisi è insolubile in piombo o lega di piombo.
 Il parametro di processo non è correlato solo alla velocità di elettrolisi del catodo, ma anche alla soluzione elettrolitica o alla concentrazione, alla temperatura e alla densità di corrente del catodo durante l'elettrolisi.
Il parametro di processo non è correlato solo alla velocità di elettrolisi del catodo, ma anche alla soluzione elettrolitica o alla concentrazione, alla temperatura e alla densità di corrente del catodo durante l'elettrolisi.
Un rullo catodico in titanio che gira:
Grazie all'elevata stabilità chimica e all'elevata resistenza, il titanio si stacca facilmente dalla superficie del rullo e presenta una bassa porosità per la lamina di rame elettrolitica. Il catodo in titanio nel processo elettrolitico produce fenomeni di passivazione, che richiedono quindi una pulizia, una rettifica, una lucidatura, nichelatura e cromatura regolari. È possibile aggiungere all'elettrolita anche inibitori di corrosione, come composti nitro o nitrosi aromatici o alifatici; la velocità di passivazione rallenta il catodo in titanio. Alcune aziende utilizzano anche il catodo in acciaio inossidabile per ridurre i costi.
Data di pubblicazione: 09-01-2022